
Podívejte se do výrobních prostor firmy GUNTAMATIC
20.04.2010 | Libor Směja, ESEL TECHNOLOGIES s.r.o. | Pohled odborníků | Téma: Kotle Guntamatic
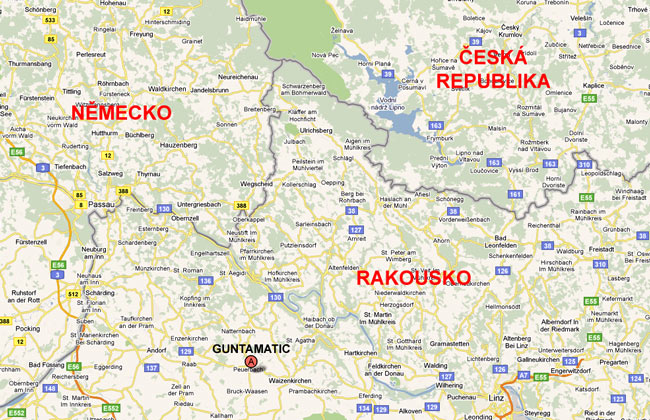
| Navštívit osobně výrobní prostory firmy GUNTAMATIC v rakouském Peuerbachu se nepoštěstí každému. My vám nyní nabízíme exkluzivní fotoreportáž, která byla pořízena při návštěvě pracovníků firmy ESEL TECHNOLOGIES s.r.o. v dubnu 2010. Také díky ní se budete moci přesvědčit o tom, že ne nadarmo je GUNTAMATIC považován za evropského lídra v oboru výroby automatických kotlů na biomasu. | ||
 |
||
 |
 |
|
 |
 |
|
| Na začátku fabriky se nachází plně automatický regálový skladový systém, kde jsou uskladněny plechy do výroby. Denně jsou do tohoto regálu doplňovány plechy, které byly v předchozích dnech spotřebovány při výrobě. |
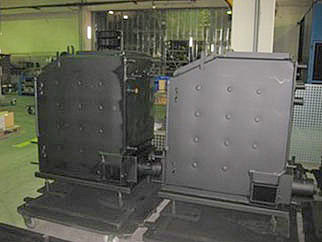
Výrobní linka kotlů GA-S. Tyto kotle nejsou určeny pro export do EU. |
|
 |
 |
|
| Hned vedle skladovacího regálu s plechy se nachází sklad a dělírna trubek, které jsou použity ve výměnících kotlů. | Než jsou plechy roztříděny do regálového skladu, jsou z kamiónu umístěny na zem, zkontrolovány a čekají na roztřídění. | |
 |
 |
|
|
Zástupci firmy ESEL ve vstupní části do továrny Guntamatic u děličky trubek. Tato dělička trubky dělí na potřebné délky tak, aby v továrně nemusela probíhat manipulace s šestimetrovými kusy. |
Vystřihovací lis firmy Trumf, který zpracovává již nalakované díly opláštění kotlů. | |
 |
 |
|
| Takto vypadají vystřižené díly pro kotle Guntamatic. | Robotický podavač podává plechy na stůl laseru. | |
 |
 |
|
|
Pracovník továrny u přesného CNC ohraňovacího lisu, na kterém právě ohýbá krabičky pro elektroniku kotle. |
Takto vypadají hotové krabičky z CNC ohraňovacího lisu. | |
 |
 |
|
|
Nový přírůstek v rodině strojů od firmy Trumf v továrně Guntamatic. Jedná se o vysekávací lis, jehož úkolem je vyrábět opláštění kotlů, které přijdou na trh v průběhu roku 2010. |
Součástí nového stroje je samostatný automatický sklad plechů. | |
 |
 |
|
| Vysekávací lis. | Dělník navařuje na pozinkované cyklóny příruby pro jejich uchycení na šnekový dopravník. | |
 |
 |
|
|
Lakování všech vnitřních částí kotlů Guntamatic zajišťují roboti. |
Jednotlivé části kotlů jsou smontovány do sestav, které jsou následně uskladněny v regálu pro budoucí zabudování do kotlů na montážní lince. | |
 |
 |
|
|
Po celé továrně se pohybuje automaticky naváděný paketovací vozík, který zde převáží mezi jednotlivými úseky palety s výrobky a díly. Tento vozík pracuje samostatně plně automaticky a je naváděn pomocí vlastních laserových zaměřovačů. Jeho výhodou je, že pracuje i v noci, kdy v továrně nikdo není. Umí se sám před překážkou zastavit a opět rozjet. Palety rozpoznává podle barev a na základě toho je odváží do správného oddělení k dalšímu použití popř. |
Pohled do výroby AKU nádrží, které jsou již opatřeny ochranným nátěrem. | |
 |
 |
|
| Tento stroj zakružuje všechny plechy pro AKU nádrže. | Sklad rozměrově přesně připravených plechů pro AKU nádrže. | |
 |
 |
|
| AKU nádrže připravené k tlakové zkoušce a ke zkoušce těsnosti. | Přípravné práce na tělese kotle Synchro 31, který se následně odváží do svařovny, kde jej robot svařuje. | |
 |
 |
|
| Svařená tělesa kotlů ve svařovně. Všechny svářecí práce jsou prováděny roboty. | Polotovary kotlů SYNCHRO před finálním zavařením. | |
 |
 |
|
| Polotovary kotlů Powerchip po zavaření. | Svařovací robot svařuje těleso kotle na jednom ze svých dvou svářecích pracovišť. | |
 |
 |
|
| Kotlová tělesa po svaření jsou přepravena v prostoru zkušební stanice, kde jsou kotle a AKU nádrže kontrolovány na těsnost. | Pracovník zkušební stanice při těsnostní a tlakové zkoušce AKU nádrže. | |
 |
 |
|
| Kotlové těleso kotle THERM při tlakové a těsnostní zkoušce. | Kotlové těleso kotle SYNCHRO při tlakové a těsnostní zkoušce. | |
 |
 |
|
| Hotové AKU nádrže. | Hotové AKU nádrže a kotlová tělesa. | |
 |
 |
|
| Kotlové těleso na vozíku před vstupem do lakovny, kde jej lakovací robot vlastní výroby nastříká kvalitním ochranným nátěrem. | AKU nádrže po nalakování ještě umístěné na lakovacím vozíku. | |
 |
 |
|
| Tělesa kotlů SYNCHRO na lakovacím vozíku. | Montáž kotlů THERM. Jeden pracovník Současně montuje vždy šest kotlů THERM najednou. | |
 |
 |
|
| Pohled pracovníků firmy ESEL na připravenou spalovací komoru kotle Powerchip na montáži. | Pracovník firmy Guntamatic provádí kompletaci kotle Powerchip. | |
 |
 |
|
| Dokončování kompletace kotlů GA-S. | Dokončování kompletace kotlů SYNCHRO. | |
 |
 |
|
| Prohlídka kotle Powerchip, který je připraven k odvozu do firmy ESEL pro našeho zákazníka. | Vzhledem k tomu, že se jedná o kotel s automatickým odpopelněním, chybí v kotli popelník. | |
 |
 |
|
| Montážní linka kotlů SYNCHRO a GA-S. | Příprava (vybalení) ekvitermních regulací pro instalaci do kotlů Guntamatic. | |
 |
 |
|
| Příprava (vybalení) ekvitermních regulací pro instalaci do kotlů Guntamatic. | Pracovník firmy Guntamatic nalepuje popisy kotle. | |
 |
 |
|
| Pracovníci firmy ESEL si ve školící místnosti prohlížejí nový typ nástěnné ekvitermní jednotky. | Tento kotel není exportován do EU. | |
 |
 |
|
| Zleva: Bojler ECO305, AKU nádrž pro kotel THERM PSF600, AKU nádrž pro ostatní kotle PBS850. | Kontrola kotle SYNCHRO, na kterém je ve školící místnosti prováděna výuka nových montážních pracovníků. | |
 |
 |
|
| Konzultace pracovníků ESEL se školitelem firmy Guntamatic u makety kotle Powerchip. | Konzultace pracovníků ESEL se školitelem firmy Guntamatic u makety kotle Powerchip. | |
 |
 |
|
| Konzultace pracovníků ESEL se školitelem firmy Guntamatic u kotle SYNCHRO. | Konzultace pracovníků ESEL se školitelem firmy Guntamatic u kotle SYNCHRO. | |
 |
||
Foto © Libor Směja, ESEL TECHNOLOGIES s.r.o.
 Copyright© Libor Směja,
2010
Copyright© Libor Směja,
2010
Všechny články autora
|
Web autora |
Poslat článek e-mailem
|
Tisk
Napište i Vy článek do našeho magazínu! Stačí se jen zaregistrovat
Všechny ohlasy na tento článek
Vložte Váš OHLAS na tento článek
Další články na toto téma:
- Kotlíková dotace na kotelnu s kotlem Guntamatic Biosmart až 199.427,- Kč.
- Dny otevřených dveří v automatické kotelně v Týně nad Bečvou
- Dny otevřených dveří v kotelně Guntamatic a v Salonu kotlů.
- Návštěva kaskádové kotelny Guntamatic 2x100kW po 42 měsících provozu.
- Hybridní řešení Guntamatic - kotel na pelety + tepelné čerpadlo
Nejčtenější články:
Další články v této rubrice:
Copyright © Automatické vytápění, esel – 2008 | O magazínu | Webdesign: Loužecký.cz